Нашым кіруючым прынцыпам з'яўляецца павага да арыгінальнага дызайну кліента, выкарыстоўваючы нашы вытворчыя магчымасці для стварэння друкаваных плат, якія адпавядаюць яго спецыфікацыям. Любыя змены ў арыгінальным дызайне патрабуюць пісьмовага адабрэння кліента. Пасля атрымання вытворчага задання інжынеры MI старанна вывучаюць усе дакументы і інфармацыю, прадастаўленыя кліентам. Яны таксама выяўляюць любыя разыходжанні паміж дадзенымі кліента і нашымі вытворчымі магутнасцямі. Вельмі важна цалкам зразумець мэты дызайну і вытворчыя патрабаванні кліента, гарантуючы, што ўсе патрабаванні выразна вызначаны і выканальныя.
Аптымізацыя дызайну кліента ўключае ў сябе розныя этапы, такія як праектаванне стэка, карэкціроўка памеру адтулін, пашырэнне медных ліній, павелічэнне акна паяльнай маскі, змяненне сімвалаў у акне і выкананне дызайну макета. Гэтыя мадыфікацыі ўносяцца ў адпаведнасці як з патрэбамі вытворчасці, так і з фактычнымі праектнымі дадзенымі кліента.
Працэс вытворчасці друкаваных плат

Пакой для сустрэч

Агульны офіс
Працэс стварэння друкаванай платы (PCB) можна ўмоўна падзяліць на некалькі этапаў, кожны з якіх уключае розныя вытворчыя тэхналогіі. Важна адзначыць, што працэс адрозніваецца ў залежнасці ад структуры платы. Наступныя этапы апісваюць агульны працэс для шматслаёвай друкаванай платы:
1. Рэзка: Гэта прадугледжвае абрэзку лістоў для максімальнага выкарыстання.

Склад матэрыялаў

Машыны для рэзкі препрэгаў
2. Вытворчасць унутранага пласта: Гэты крок у першую чаргу прызначаны для стварэння ўнутранай схемы друкаванай платы.
- Папярэдняя апрацоўка: гэта ўключае ачыстку паверхні падложкі друкаванай платы і выдаленне любых паверхневых забруджванняў.
- Ламінаванне: тут сухая плёнка прыляпляецца да паверхні падложкі друкаванай платы, падрыхтоўваючы яе да наступнага пераносу выявы.
- Экспанаванне: Пакрытая падкладка падвяргаецца ўздзеянню ультрафіялетавага святла з дапамогай спецыяльнага абсталявання, якое пераносіць выяву падкладкі на сухую плёнку.
- Затым адкрытая падкладка праяўляецца, пратраўліваецца, і плёнка выдаляецца, завяршаючы вытворчасць унутранага пласта платы.

Станок для фугавання краёў

ЛДІ
3. Унутраны агляд: Гэты крок у першую чаргу прызначаны для праверкі і рамонту ланцугоў платы.
- Аптычнае сканаванне AOI выкарыстоўваецца для параўнання выявы друкаванай платы з дадзенымі якаснай платы, каб выявіць дэфекты, такія як зазоры і ўвагнутасці, на выяве платы. - Любыя дэфекты, выяўленыя з дапамогай AOI, затым выпраўляюцца адпаведным персаналам.

Аўтаматычная ламінавальная машына
4. Ламінаванне: працэс аб'яднання некалькіх унутраных слаёў у адну дошку.
- Пацямненне: гэты этап паляпшае сувязь паміж платай і смалой і паляпшае змочвальнасць паверхні медзі.
- Клёпка: гэта прадугледжвае разразанне поліпрапілену да патрэбнага памеру для аб'яднання ўнутранага пласта кардона з адпаведным поліпрапіленам.
- Тэрмапрэсаванне: слаі падвяргаюцца тэрмапрэсаванню і зацвярдзенню ў адзінае цэлае.

Вакуумная машына для гарачага прэсавання
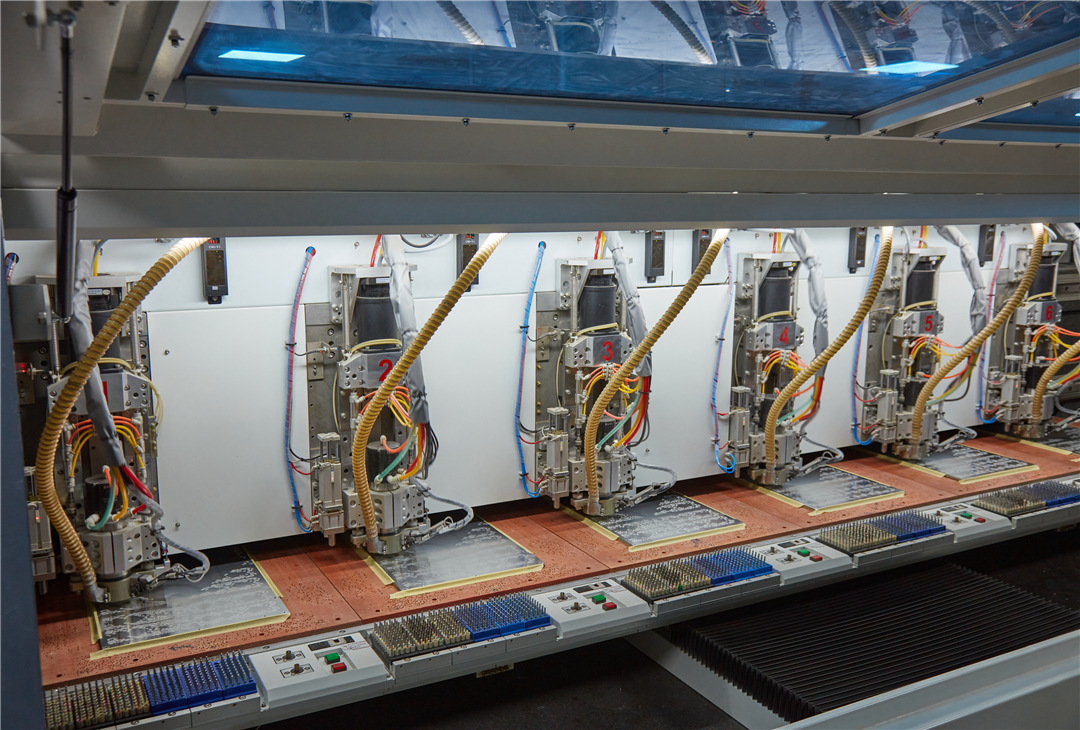
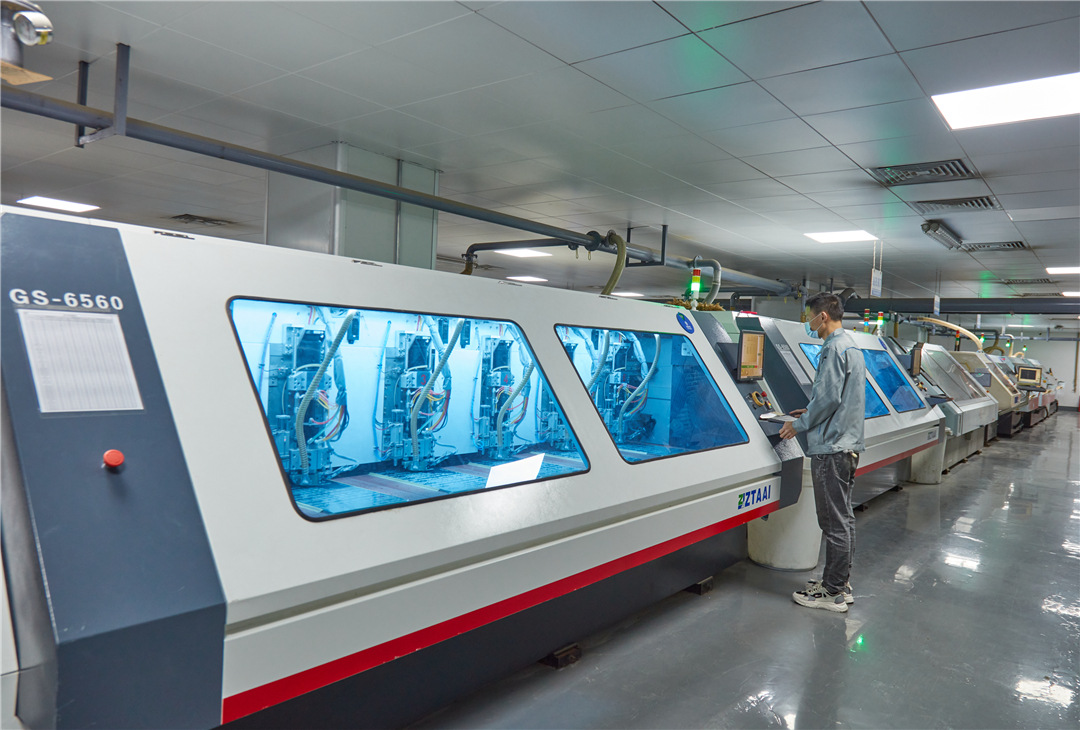
Свідравальная машына

Аддзел свідравання
5. Свідраванне: Свідравальны станок выкарыстоўваецца для стварэння адтулін рознага дыяметра і памеру на плаце ў адпаведнасці са спецыфікацыямі заказчыка. Гэтыя адтуліны палягчаюць наступную апрацоўку плагіна і дапамагаюць адводзіць цяпло ад платы.

Аўтаматычная апускальная медная дрот

Аўтаматычная лінія пакрыцця шаблонаў

Вакуумная траўляльная машына
6. Першаснае медненне: Адтуліны, просверленыя на плаце, пакрытыя меддзю, каб забяспечыць праводнасць ва ўсіх пластах платы.
- Зняцце задзірын: гэты этап прадугледжвае выдаленне задзірын на краях адтуліны ў плаце, каб прадухіліць дрэннае медненне.
- Выдаленне клею: Любыя рэшткі клею ўнутры адтуліны выдаляюцца для паляпшэння адгезіі падчас мікратраўлення.
- Медненне адтулін: гэты этап забяспечвае праводнасць па ўсіх пластах платы і павялічвае таўшчыню паверхні медзі.

Агульная тэрыторыя інтарэсаў

Юстыроўка ПЗС-камеры

Супраціўленне прыпою
7. Апрацоўка вонкавага пласта: Гэты працэс падобны да працэсу ўнутранага пласта на першым этапе і прызначаны для палягчэння наступнага стварэння схемы.
- Папярэдняя апрацоўка: Паверхня дошкі ачышчаецца шляхам травлення, шліфоўкі і сушкі для паляпшэння адгезіі сухой плёнкі.
- Ламінаванне: сухая плёнка прыляпляецца да паверхні падкладкі друкаванай платы для падрыхтоўкі да наступнага пераносу выявы.
- Уздзеянне: уздзеянне ультрафіялетавага выпраменьвання прыводзіць да таго, што сухая плёнка на плаце пераходзіць у палімерызаваны і непалімерызаваны стан.
- Праяўленне: Непалімерызаваная сухая плёнка раствараецца, пакідаючы зазор.

Лінія пяскоструйнай апрацоўкі паяльнай маскі

Шаўкаграфія

HASL-машына
8. Другаснае медненне, травленне, альтэрнатыўнае апрацоўванне
- Другаснае медненне: на ўчасткі адтулін, не пакрытыя сухой плёнкай, наносіцца гальванічная апрацоўка малюнка і хімічнае медзенне. Гэты этап таксама ўключае далейшае павышэнне праводнасці і таўшчыні медзі, а затым алужванне для абароны цэласнасці ліній і адтулін падчас травлення.
- Траўленне: асноўная медзь у зоне мацавання вонкавай сухой (вільготнай) плёнкі выдаляецца шляхам працэсаў зняцця плёнкі, травлення і зняцця волава, завяршаючы знешні контур.
- Знешні пласт AOI: Падобна да ўнутранага пласта AOI, аптычнае сканаванне AOI выкарыстоўваецца для выяўлення дэфектных месцаў, якія затым рамантуюцца адпаведным персаналам.

Тэст лятаючай шпількі

Маршрутны аддзел 1
Маршрутны аддзел 2
9. Нанясенне паяльнай маскі: Гэты крок прадугледжвае нанясенне паяльнай маскі для абароны платы і прадухілення акіслення і іншых праблем.
- Папярэдняя апрацоўка: плата праходзіць травленне і ультрагукавую прамыўку для выдалення аксідаў і павелічэння шурпатасці паверхні медзі.
- Друк: для пакрыцця участкаў друкаванай платы, якія не патрабуюць паяння, выкарыстоўваюцца чарніла, рэзістэнтныя да паяння, забяспечваючы абарону і ізаляцыю.
- Папярэдняе запяканне: растваральнік у чарнілах паяльнай маскі высыхае, і чарніла зацвярдзеюць перад экспазіяй.
- Уздзеянне: для зацвярдзення чарнілаў паяльнай маскі выкарыстоўваецца ультрафіялетавае выпраменьванне, што прыводзіць да ўтварэння высокамалекулярнага палімера праз фотаадчувальную палімерызацыю.
- Праяўленне: Раствор карбанату натрыю ў непалімерызаваных чарнілах выдаляецца.
- Пасля выпякання: чарніла цалкам зацвярдзелі.

V-вобразная машына для выразання

Выпрабаванне прыстасаванняў
10. Друк тэксту: Гэты крок прадугледжвае друк тэксту на друкаванай плаце для зручнасці падчас наступных працэсаў паяння.
- Траўленне: паверхня платы ачышчаецца для выдалення акіслення і паляпшэння адгезіі друкарскай фарбы.
- Друк тэксту: Патрэбны тэкст друкуецца для палягчэння наступных працэсаў зваркі.

Аўтаматычная машына для электроннага тэсціравання
11. Апрацоўка паверхні: голая медная пласціна праходзіць павярхоўную апрацоўку ў адпаведнасці з патрабаваннямі заказчыка (напрыклад, ENIG, HASL, срэбра, волава, залатое пакрыццё, OSP) для прадухілення іржы і акіслення.
12. Профіль платы: Плата мае форму, вызначаную патрабаваннямі заказчыка, што спрашчае SMT-мантаж і зборку.

Машына для праверкі AVI
13. Электрычныя выпрабаванні: правяраецца цэласнасць ланцуга платы, каб выявіць і прадухіліць любыя абрывы або кароткія замыканні.
14. Канчатковая праверка якасці (FQC): Пасля завяршэння ўсіх працэсаў праводзіцца комплексная праверка.

Аўтаматычная машына для мыцця дошак

Кантроль якасці (FQC)

Аддзел упакоўкі
15. Упакоўка і адгрузка: Гатовыя друкаваныя платы ўпакоўваюцца ў вакуумную ўпакоўку, пакуюцца для адгрузкі і дастаўляюцца кліенту.